Das Ender-2 Kompendium
TL;DR: Der 3D-Drucker Ender-2 von CREALITY ist ein kompakter und günstiger 3D-Drucker, der durchaus in der Liga der großen mitspielen kann. Beim Aufbau und der Kalibrierung sind allerdings ein paar Dinge zu beachten. Mit ein paar Modifikationen lässt sich dann noch etwas mehr Präzision herauskitzeln.
Ich habe mir vor einigen Jahren den Prusa Mendel (iteration 1) aus Teilen aus dem Baumarkt selbst zusammengebaut. Ich war damit Monate beschäftigt, bis ich erste ansprechende Drucke erzielen konnte. Zu der Zeit gab es noch keine 3D-Drucker bei Amazon zu kaufen. In den letzten Jahren hat sich da allerdings einiges getan. Besonders der Anet A8 und der CR-10 haben im letzten Jahr den 3D-Druck für jeden erschwinglich und benutzbar gemacht. Das Video von JordsWoodShop hat mich neugierig gemacht und der günstige Preis hat den Rest erledigt.

Der Drucker hat ein Druckvolumen von 150x150x200mm, nimmt normales 1,75mm Fillament entgegen und verspricht eine Genauigkeit von ±0,1mm. Der Stromverbrauch ist mit 100W angegeben. Das habe ich mit einem Strommessgerät nachgemessen und entspricht der Realität. Eine Stunde Drucken kostet somit ca. 3 Cent.
Bezugsquellen
Bestellt werden kann der 3D-Drucker entweder direkt aus China (Gearbest, ca. 140 EUR, 6-8 Wochen Lieferzeit), oder bei eBay (ca. 200 EUR, 4-6 Wochen Lieferzeit). Alles Weitere wie Fillament, Ersatzdüsen o.ä. lassen sich direkt in Deutschland bei Amazon oder eBay kaufen. Links zu den Händlern sind leicht über die Suchfunktion zu finden.
Aufbau und Kalibrierung
Der Aufbau gestaltet sich recht simpel und war in ca. 2 Stunden erledigt. Viele Teile sind schon zusammengebaut und müssen nur noch aneinandergeschraubt werden. Es gibt allerdings ein paar Kleinigkeiten, auf die man achten sollte, um sich die Kalibrierung später etwas zu vereinfachen und bessere Druckergebnisse zu erzielen.
Die X-Achse muss unbedingt parallel zum Befestigungsholm angeschraubt werden. Die Schrauben haben etwas spiel, so dass man hier gut justieren kann. Am besten klappt es, wenn man die Achse mit der Oberkante des Holms bündig macht. Wird sie schräg montiert, wird das Bed-Leveling zur Qual.
Der Steppermotor an der Z-Achse darf nicht schräg eingebaut werden. Zieht man die Schrauben fest an (was man tun sollte), verzieht sich der Motor leicht und macht die Z-Achse schwergängig. Die Kupplung am Steppermotor kompensiert zwar leichte Schrägstellungen, aber die Gefahr ist groß, dass sich doch mal was verklemmt und einzelne Steps ausgelassen werden. Hier habe ich ein paar Lagen Papier dazwischengeklemmt, so dass der Steppermotor komplett gerade eingebaut werden kann.
Das beheizte Druckbett darf nicht wackeln. Dazu kann der mitgelieferte Schraubenschlüssel verwendet werden, um die Mutter oberhalb des linken Justierknopfs zu drehen. Die Mutter ist eine Art Cam Leaver, bei dem das Loch nicht in der Mitte angebracht ist sondern leicht versetzt. So lässt sich das Druckbett optimal fixieren. Es sollte sich allerdings noch leichtgängig bewegen.
Kalibrierung
Die Kalibrierung des Druckbetts ist etwas anders als bei den meisten 3D-Druckern. Hier gibt es nur drei Punkte zur Justierung. Das Auto-Leveling Feature, welches sich über den Drucker aufrufen lässt, ist hier etwas umständlich, weil hier vier Punkte angefahren werden und man so die Prozedur zwei bis dreimal durchlaufen muss, um alles einigermaßen Plan einzustellen. Besser funktioniert folgende Technik:
- Auto-Home durchführen, danach Disable Steppers
- Druckbett und Druckkopf von Hand genau über die linke Schraube positionieren
- Linken Stellknopf so lange drehen, bis die Nozzle fast das Druckbett berührt. Das kann am besten mit einem Stück Papier getestet werden, das darunter platziert wird. Lässt sich das Papier gerade so mit einem leichten(!) Kratzen an der Nozzle herausziehen, ist es perfekt
- Stellknopf hinten rechts ansteuern und dort auch wieder so lange am Stellknopf drehen, bis die richtige Höhe erreicht ist
- Selbes mit dem Stellknopf vorne rechts
- Zum Abschluss den Druckkopf in die Mitte des Druckbetts schieben und dort zur Verifikation ebenfalls mit einem Stück Papier den Abstand prüfen.
Diese Prozedur lässt sich auch mit einem praktischen Schnipsel G-code erledigen. Dieser fährt die drei Punkte nacheinander an und druckt anschließend ein Viereck (3 Minuten Druckzeit), um die Haftung zu testen. Reißt man die fertigen Drucke nicht brutal vom Druckbett, muss man diese Prozedur nur ab und an durchführen.
Einrichten der Software (Cura)
Für die Transformation der STL-Dateien in G-code habe ich einige Jahre lang Slic3r verwendet und gute Erfahrungen damit gemacht. Die Oberfläche ist simpel und schnell, bietet aber einiges an Einstellungsmöglichkeiten. Mit dem Ender-2 kam allerdings ein Druckprofil für CURA mit, so habe ich der Software eine Chance gegeben.
CURA ist vom UI sehr schwergängig (zumindest auf meinem PC), hat aber einige nützliche Features, die Slic3r nicht bietet. Aus dem Grunde habe ich mich dann für CURA entschieden. Ich habe Tests mit dem selben Objekt mit ähnlichen Einstellungen in CURA und Slic3r gemacht und subjektiv betrachtet hatte ich das Gefühl, dass CURA qualitativ hochwertigeren G-code erzeugt. Direkt vergleichen lässt sich das natürlich nicht, da beide Programme unterschiedliche Einstellungen bieten, doch hatte ich mit CURA bessere Druckergebnisse.
Die wichtigsten Einstellungen
- Layer Height: Die eigentliche Druckqualität. Je dünner die Schichtdicke ist, desto feiner wird die Oberfläche. Natürlich dauert dann der Druck entsprechend länger. Werte zwischen 0.1 und 0.3 sind je nach Anwendungsfall ausreichend.
- Infill Density: Große Flächen im Innern des zu druckenden Objekts brauchen unnötig Druckzeit und Material. Deshalb lässt sich die
Füllung
reduzieren. 40% ist meist ausreichend und behält dennoch genug Stabilität. Das Füllmuster ist hauptsächlich Geschmacksacke. - Printing Temperature und Build Plate Temperature: Diese beiden Einstellungen sind entscheidend für gute Haftung und das Druckergebnis im Allgemeinen. Hier muss je nach Material selbst experimentiert werden. Für die meisten Materialien bietet CURA allerdings templates an, die man als Ausgangsbasis verwenden kann.
- Retraction: Um die Fadenbildung zu reduzieren, kann mit Retraction das Fillament beim Positionswechsel etwas zurückgezogen werden. Das verlängert die Druckzeit, macht aber ein besseres Druckergebnis. Mehr als 6mm sind unnötig, kommt aber auf das Material und die Druckgeschwindigkeit an.
- Print Speed: Hier muss man selbst experimentieren und hängt auch vom Material ab. Je höher die Druckgeschwindigkeit, desto schlechter das Druckergebnis. Hier gilt es den besten trade-off zwischen Druckgeschwindigkeit und Qualität zu finden. Es lohnt sich aber, die ersten 2 Layer langsamer zu drucken, um eine gute Haftung zu gewährleisten.
- Cooling und Fan Speed: Verbessert das Druckergebnis und erlaubt die Druckgeschwindigkeit bei kleineren Modellen zu erhöhen. Hängt aber wiederum vom Material ab.
- Support: Komplizierte Modelle erfordern Supportstrukturen, wenn die Überhänge größer als 45 Grad sind oder frei schwebende Elemente vorhanden sind. Allgemein sollte versucht werden, ohne Supportstrukturen auszukommen (durch geschicktes Drehen des Modells).
- Build Plate Adhesion Type: Es ist extrem wichtig, dass das zu druckende Objekt gut auf den Druckbett haftet. Bricht es nach 3 Stunden im Druck ab ist das extrem ärgerlich. Zu fest ist auch problematisch, denn dann bekommt man es nur mit viel Kraftaufwand wieder vom Druckbett. Hält es zwar, aber nicht richtig, gibt es hässliches Warping. Die richtige Haftung am Druckbett ist also entscheidend. Als Daumenregel gilt: Ist das zu druckende Objekt klein, genügt ein Skirt (reinigt die Nozzle). Ist das Objekt groß, Brim verwenden (kann am Ende leicht weggeschnitten werden).
Generell gilt: Um das experimentieren kommt man nicht drum herum. Es dauert ein paar Drucke, um die Settings für das verwendete Fillament zu optimieren. Hilfreich ist hier der Troubleshooting Guild vom RepRap Wiki.
Testdrucke
Sind alle Settings nach bestem Wissen gesezt, empfiehlt sich ein Testdruck. Recht bekannt ist Benchy, ein kleines Schiffchen, das ein paar Schwierigkeiten für den 3D-Drucker bietet (überhänge, löcher, kleine Stege usw.). Hier kann man schnell die Schwachstellen des 3D-Druckers bzw. der gewählten Einstellungen sehen.
Einen weiteren Test kann man mit einem 40mm Würfel machen. Dieser kann anschließend mit einem digitalen Messschieber nachgeprüft werden.
Die Toleranz kann mit einem Bagger getestet werden. Das Modell wird in einem Stück gedruckt, kann sich aber danach in alle Richtungen drehen, selbst der Baggerarm und die Räder lassen sich bewegen. Sind Gelenke zusammengeklebt
, muss etwas an den Settings feinjustiert werden.
Optimierungen
Der 3D-Drucker selbst funktioniert schon sehr gut Out of the box
. Ein paar Optimierungen machen aber das Arbeiten etwas einfacher und erhöhen die Druckqualität. Die folgenden Optimierungen lassen sich (bis auf die Antivibrationsmatte) alle direkt selbst drucken und benötigen keinerlei extra Hilfsmittel.
Vibrationen verringern
Der Drucker vibriert spürbar, wenn man über 40mm/s druckt. Dies ist besonders lästig, wenn man den 3D-Drucker auf dem Schreibtisch stehen hat. Um das zu unterbinden, gibt es Antivibrationsmatten für Waschmaschinen und Lautsprecher. Ich habe mir hier bei Amazon eine mit der Stärke von 5mm gekauft und zurechtgeschnitten.
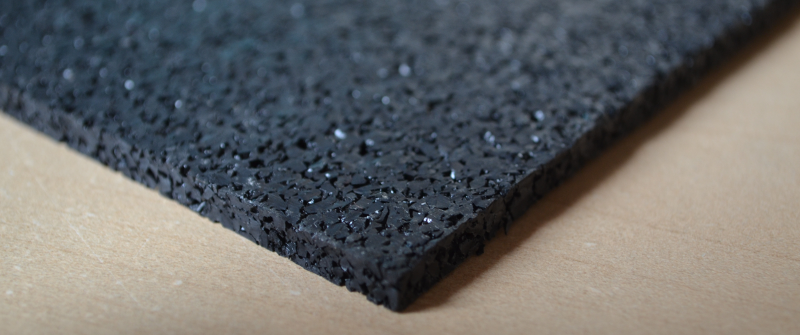
Alternativ kann auch eine Korkplatte, Polystyrol oder ein anderes festes Dämmmaterial verwendet werden. Diese gibt es sehr günstig im Baumarkt.
Bautenzug stabilisieren
Nach einigen Drucken ist mir der Silikon-Bautenzug aus der Muffe herausgerutscht. Deshalb habe ich mir ein paar Clips für den Bautenzug und zwei Abstandshalter für die Muffen gedruckt.
Die Abstandshalter verhindern, dass der Ring an der Muffe nach innen geschoben wird und somit der Bautenzug locker wird. Die Clips dienen der weiteren Stabilität. Kabelbinder gehen auch, sind aber nicht so flexibel.

Bessere Druckbett-Justierung
Die drei Justierungspunkte am Druckbett sind mit Federn versehen, so dass immer genug Spannung besteht und nichts locker wird. Dies hat allerdings den Nachteil, dass die Feder ab und zu verrutscht und das sauber eingestelltes Druckbett wieder schräg steht. Abhilfe schaffen diese Spring Cup Aligner. Diese halten die Feder immer in der Mitte.
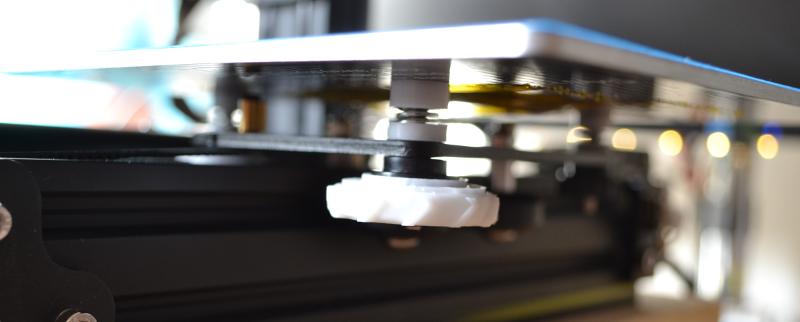
Die mit dem 3D-Drucker ausgelieferten Knöpfe sind recht klein und erlauben keine wirklich präzise Einstellung. Mit den Leveling Knobs, welche man einfach über die bestehenden Knöpfe stülpt, geht das Bed-Leveling viel leichter von der Hand. Zu beachten ist, dass der Stellknopf hinten rechts mit dem Endstop kollidiert. Hierfür gibt es eine modifizierte Version (leveling_knob_back.stl), welche sich weiter hoch schieben lässt.
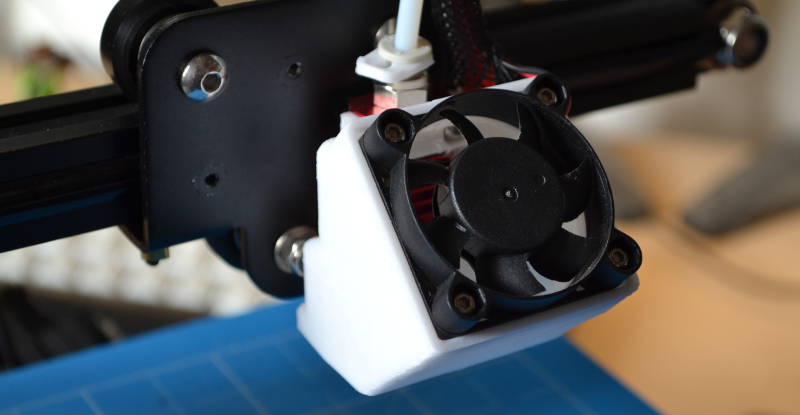
Bauteilkühlung
Für bessere Druckergebnisse ist aktive Bauteilkühlung sehr wichtig. Ein kleverer Fan Duct nutzt die Hotend-Kühlung für beides -- Hotend und Bauteilkühlung. Dabei wird der Lüfter schräg montiert, so dass die Luft auch nach unten strömen kann. Dieses System funktioniert sehr gut und der Umbau ist schnell gemacht. Zu beachten ist, dass sich die beiden Schrauben durchs Hotend mit der Zeit lösen. Hier hilft etwas Schraubensicherung.
Um die Geschwindigkeit des Lüfters über CURA regeln zu können, muss der Lüfter auf dem Mainboard in die Buchse mit der Aufschrift K-FAN
oder LASER
umgesteckt werden.
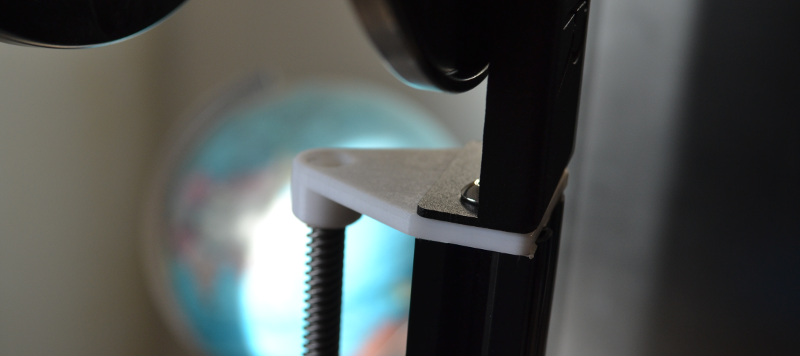
Stabilisierung der Z-Achsen
Die Gewindestange der Z-Achse ist oben nicht befestigt und wackelt entsprechend. Das ist nicht zwingend ein Problem, aber unschön. Einen Halter für die Z-Achse ist schnell gedruckt und installiert. Die Öffnung für die Gewindestange ist etwas größer gehalten, um ein Verkeilen auszuschließen.
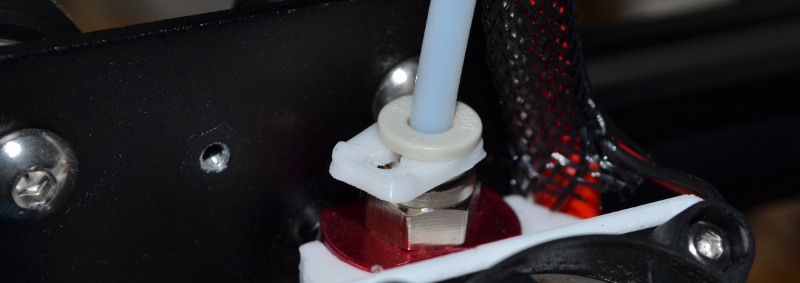
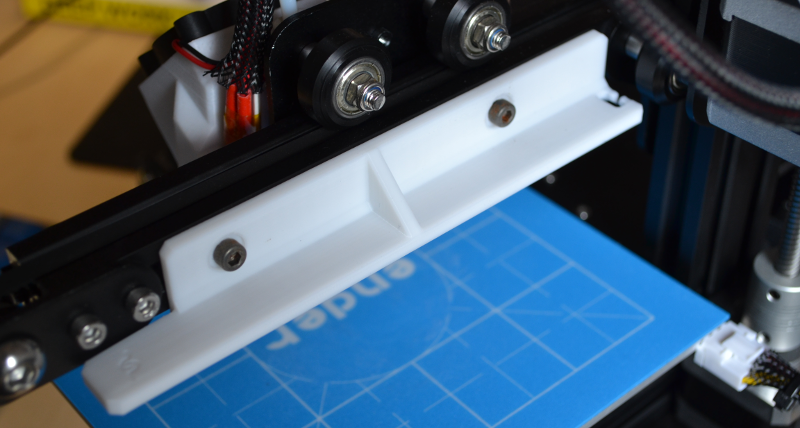
Fillament-Führung
Das Fillament wird direkt an der Z-Achse entlang geführt. Ölrückstände an der Gewindestange bleiben daher am Fillament haften, was nicht optimal ist. Abhilfe schafft eine Führung, die das Fillament an der Gewindestange vorbeiführt. Die 4mm-Version des Modells kann ein Stück vom Silikon-Bautenzug aufnehmen, so dass die Führung noch präziser funktioniert.
![]()
Beleuchtung
Wer ein Stück LED-Stripe (12V) übrig hat, kann sich ganz unkompliziert das Druckbett beleuchten. Verbessert zwar das Druckergebnis nicht, doch erleichtert das Kalibrieren -- und man kann den Druckvorgang besser beobachten. Die Halterung muss zum Druck um 45 Grad gedreht werden, damit es auf das Druckbett passt. Angeschlossen werden kann es direkt auf dem Mainboard an einem der 12V Buchsen.
Weitere Verbesserungen
Mit den aufgeführten Erweiterungen kann man schon einiges aus dem Ender-2 herausholen. Etwas aufwändiger sind die folgenden Erweiterungen, bringen aber ein paar entscheidende Vorteile.
Bessere Bauteilkühlung
Die oben beschriebene Bauteilkühlung hat einen Nachteil: Das Hotend wird nicht mehr optimal gekühlt, wenn die Bauteilkühlung auf 50% oder weniger geregelt wird. Zwei separate Lüfter lösen das Problem, einen Für das Hotend und einen für die regelbare Bauteilkühlung. Ein wirklich bemerkenswertes Modell von Denny H. kombiniert beides. Benötigt wird dazu ein weiterer 40mm 12V Lüfter und ein paar Schrauben. Ich habe hier einen aus einer alten Grafikkarte ausgebaut. Auch hier sollte wieder Schraubensicherung verwendet werden, da sich sonst die Befestigungsschrauben mit der Zeit lösen und das Hotend wackelt.
Ich bin sehr zufrieden mit dieser Lösung, da so das Hotend besser gekühlt wird und es eine bessere Sicht auf den Druckvorgang ermöglicht. Das ist speziell am Anfang des Drucks wichtig, falls noch Kunststoffreste am Hotend kleben. Aber auch beim Bed-Leveling ist eine bessere Sicht auf die Nozzle hilfreich.
Firmware upgrade
Der 3D-Drucker wird mit einer leicht modifizierten Version der bekannten Marlin-Firmware ausgeliefert. Ich habe für mich noch keinen Grund gesehen, die Firmware zu aktualisieren. Wer dennoch die neuste Version der Marlin-Firmware verwenden will, um spezielle Features wie Auto-Bed-Leveling zu aktivieren, kann dies problemlos tun. Der ISP-Header ist auf dem Mainboard über Pinheader ausgeführt. Benötigt wird ein Atmel ISP-Programmer oder etwas vergleichbares, um die Firmware von der Arduino-IDE auf den AVR zu bringen.
Octoprint
Ein extrem praktisches Tool ist OctoPrint. Hiermit lässt sich der 3D-Drucker über ein Webinterface (oder über eine App) steuern und überwachen. So können lange/aufwändige drucke einfach tagsüber laufen und remote überwacht werden -- und im Fehlerfall abgebrochen werden.
Ich habe dafür einen Orange Pi Zero (~6 EUR) mit armbian (Ubuntu Server) verwendet.
Der Mini-PC benötigt 5V Betriebsspannung. Leider hat das beim Ender-2 mitgelieferte Netzteil nur einen 12V Ausgang. Mit einem L78S05 und zwei 100N Kondensatoren lässt sich aber die Spannung auf 5V senken. Der L78S05 sollte allerdings an einen Kühlkörper montiert werden, sonst wird er zu heiß. Die so gewonnene 5V-Spannung kann über die PIN-Leiste des Orange Pi Zeros eingespeist werden (Pin 1 und 2, siehe hier).
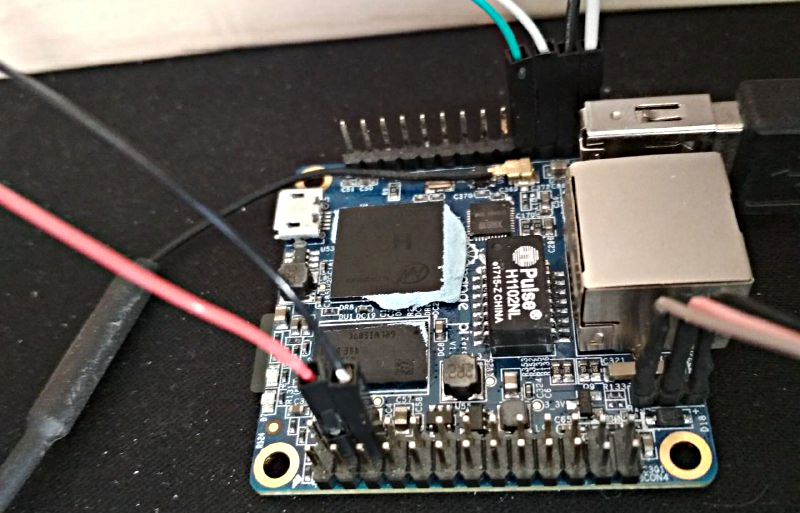
Um initial das W-LAN einzurichten, muss entweder der Orange Pi Zero über ein Ethernet-Kabel ans Netz angeschlossen werden -- oder wie in meinem Fall die Konfiguration über die serielle Konsole vorgenommen werden. Ich habe einen Bus Pirate an den Header folgendermaßen angeschlossen.
[TX][RX][GND] Orange Pi Zero
| | |
[RX][TX][GND] Bus Pirate
braun, rosa, schwarz
Konfiguration für den Bus Pirate:
$ screen /dev/ttyUSB0 115200 8N1
m, 3, 9, 1, 1, 1, 2, (3), y
Danach den Orange Pi Zero booten. Das W-LAN kann mit dem Befehl sudo nmtui eingerichtet werden. Die Einstellungen bleiben bei einem Reboot bestehen.
Die Installation von OctoPrint selbst ist auf der GitHub-Seite gut beschrieben. Ein init-script ist ebenfalls vorhanden.
OctoPrint bietet die Möglichkeit, eine WebCam anzuschließen, um den Druckvorgang live zu beobachten und sogar Timelapse-Aufnahmen zu machen. Ich habe mit mehreren WebCams experimentiert, leider ist der Orange Pi Zero etwas zu schwach, um ein flüssiges Bild von der WebCam abzugreifen. Mit ein paar Abstrichen lässt sich dennoch die WebCam betreiben.
Um das WebCam-Bild abzugreifen, wird mjpg_streamer verwendet. Die Installation dazu ist ebenfalls in der Readme des Projekts beschrieben. Folgende Startparameter haben mit meiner WebCam funktioniert:
mjpg_streamer -i "input_uvc.so -r 640x480 -f 2 -q 50 -y" -o "output_http.so -w ./www"
Da der Orange Pi Zero nur einen USB-Anschluss auf eine Buchse geführt hat, muss entweder das USB-Kabel zum 3D-Drucker oder die WebCam über die PIN-Leiste angeschlossen werden.
Schwarz -- GND
Rot -- 5V
Weiß -- Pin3 (USB-DM2)
Grün -- Pin4 (USB-DP2)
Fazit
Ich bin sehr beeindruckt, dass man für vergleichsweise wenig Geld einen so leistungsfähigen 3D-Drucker bekommt, bei dem man selbst alles verändern kann. Hier gibt es keine Komponente, die man nicht selbst modifizieren oder verbessern kann. So wünscht man sich jedes Produkt.
Aber auch der Ender-2 ist -- wie jeder 3D-Drucker unter 50.000 EUR -- nicht unfehlbar. Es ist keine Zaubermaschine, die alles erdenkliche materialisieren lässt. Es wird immer mal wieder Probleme geben, die man lösen muss. Hier darf man nicht aufgeben und sich immer sagen: Der Weg ist das Ziel. Es macht unglaublich viel Spaß, ein selbst modelliertes 3D-Modell auch noch selbst auszudrucken und am Ende physisch in den Händen zu halten.